

A lot of neoprene products are described as waterproof, but in real production, that word can mean very different things. One bag may survive rain, splashes, and wet decks with no issue, while another made from similar-looking material starts absorbing water around seams, edges, or stitched areas after short use. That difference usually has less to do with color or thickness alone, and much more to do with how the neoprene was foamed, laminated, cut, bonded, and assembled. In other words, waterproof performance is not just a material label. It is a manufacturing result.
Neoprene manufacturing waterproof performance is the practical ability of neoprene material and finished products to resist water entry through the foam body, surface layers, seams, and edges. Strong waterproof performance comes from closed-cell foam structure, controlled lamination, suitable density, and the right seam or bonding method for the product’s real use environment. Closed-cell sponge rubber is valued specifically because it restricts moisture passage far better than open-cell materials, and water absorption testing is a standard way to distinguish truly closed-cell materials from more water-penetrable structures. Some commercial closed-cell neoprene materials are published with water absorption below 5%, while wetsuit-grade neoprene is also marketed for flotation, insulation, and shock absorption.
For customers developing neoprene bags, koozies, braces, wetsuits, or protective sleeves, this matters more than many first-time projects expect. A product can look clean in photos and still fail once it is sewn, stretched, or compressed in daily use. At Oneier, that is why waterproof development starts with material structure and process choice, not just with appearance or price. A few changes in lamination quality, foam grade, or seam construction can completely change how the product performs in water, and those details are often what separate a sample that only looks good from a product that holds up after months of real use.
What Is Neoprene Manufacturing Waterproof?

Neoprene manufacturing waterproof means building neoprene material and products in a way that limits water entry through the foam, laminated fabric, cut edges, and assembled seams. The base foam helps, but final waterproof performance depends on the full construction system, not the raw material alone.
Neoprene Manufacturing Waterproof Basics
Neoprene is widely used because its foam structure is naturally good at resisting water. The reason is simple: neoprene sponge is normally made as a closed-cell material. That means the internal cell structure traps gas inside many tiny sealed pockets, which greatly reduces how easily moisture can pass through the foam body. This is one of the main reasons neoprene has long been used in wetsuits, aquatic gear, protective padding, and sealing applications. Monmouth Rubber’s technical material pages describe wetsuit-grade neoprene as a closed-cell sponge rubber, and their technical literature explains that closed-cell materials resist moisture passage far better than open-cell structures.
But “closed-cell” does not mean every finished product is fully waterproof in all conditions. In actual manufacturing, neoprene is rarely used as naked foam alone. It is usually laminated with nylon, polyester, jersey, or specialty surface fabrics to improve abrasion resistance, printing quality, appearance, hand feel, and structural stability. Once fabric is laminated to the foam, the product gains strength and versatility, but it also gains more variables. If lamination is weak, if cutting exposes too much edge, or if stitching opens too many needle paths, the final product can lose a lot of its water resistance.
For customers developing custom neoprene products, the basic decision points usually include:
- Whether the product only needs splash resistance or stronger waterproof performance
- Whether the surface fabric should prioritize abrasion resistance, stretch, printability, or softness
- Whether the product will be stitched, glued, bonded, heat-laminated, or sealed
- Whether the edge structure will be exposed, folded, taped, bound, or welded
These choices affect performance, cost, and product positioning at the same time. A simple laptop sleeve and a neoprene wetsuit may both use neoprene, but they do not need the same waterproof build logic.
Here is a practical comparison that helps clarify the baseline:
| Element | What It Does | Effect on Waterproof Performance |
|---|---|---|
| Closed-cell foam | Limits water passing through foam body | Core moisture barrier |
| Surface lamination | Adds fabric support and protection | Can help or weaken performance depending on quality |
| Stitching | Joins panels efficiently | Creates needle holes that may allow water entry |
| Gluing or bonding | Seals parts without needle holes | Improves waterproof potential |
| Edge finishing | Protects exposed foam and fabric | Important for long-term resistance |
From a customer’s point of view, this is the key takeaway: neoprene starts with a strong material advantage, but waterproof performance is finished by manufacturing.
Neoprene Manufacturing Waterproof Structure
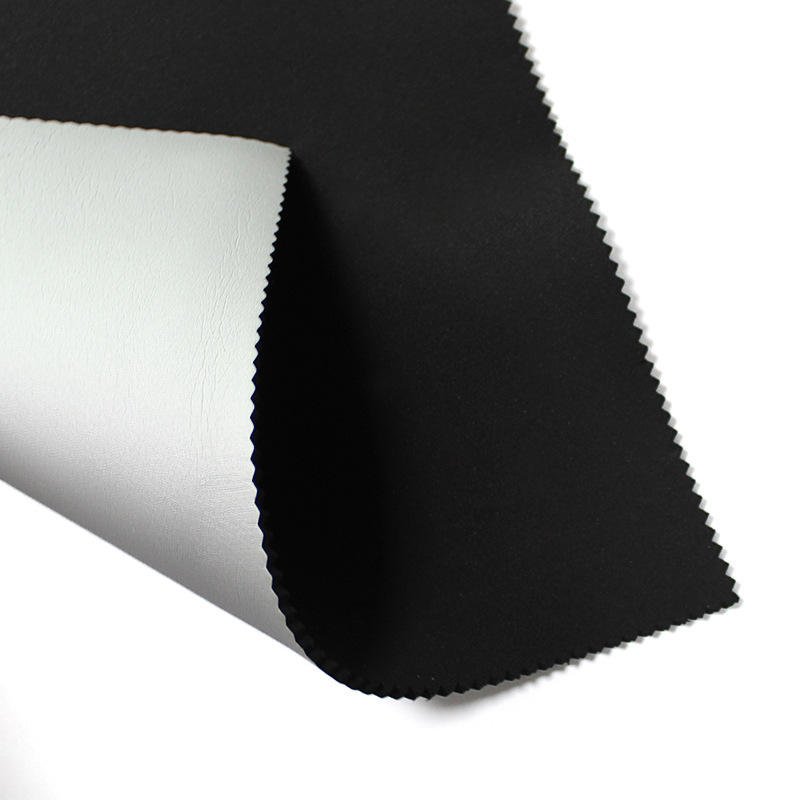
The structure of neoprene material matters just as much as the chemistry. Most neoprene used in commercial products is built as a layered material, often with fabric laminated to one side or both sides of the foam core. This makes neoprene more durable and easier to convert into finished products, but it also means the foam itself is only one part of the waterproof story.
A common neoprene structure looks like this:
- Outer fabric layer
- Neoprene foam core
- Inner fabric layer
This construction is useful because it balances flexibility, surface strength, and processability. The fabric layers help prevent tearing, improve appearance, and make sewing or printing easier. But those same layers also create boundaries where adhesion strength matters. If the bond between fabric and foam is poor, delamination can start after bending, washing, saltwater exposure, or repeated stretching. Once the structure opens, water resistance drops quickly.
This is where many custom projects run into hidden problems. A product may feel thick and soft, which looks promising in the sample stage, but if the foam density is inconsistent or the lamination line is not stable, the structure may become the weakest link. Published neoprene property data from Monmouth Rubber lists wetsuit-grade neoprene materials with ASTM D1056 classifications, densities around 12 to 17 lb/ft³, minimum tensile strength of 200 psi, minimum elongation of 400%, and tear strength around 40 lb/in. Those numbers matter because waterproof performance is not only about keeping water out. It is also about staying intact under flex, pull, and repeated use.
For product development, the structural risk points usually include:
- Cut edges where foam cells are newly exposed
- Fabric-to-foam lamination boundaries
- Corners under repeated compression
- Stitched zones with many perforations
- Folded areas that receive constant pressure
A practical structure review should ask:
- Will the product be immersed, splashed, or only exposed briefly to moisture?
- Does the product need stretch recovery, shape retention, or impact protection together with waterproof performance?
- Will the product be bonded flat, wrapped around curves, or formed into deep-volume shapes like bags and sleeves?
These questions are especially important for bags, koozies, supports, and wetsuits because each product uses neoprene differently.
Here is a useful structural view for customers comparing options:
| Structure Choice | Main Benefit | Main Risk |
|---|---|---|
| Single-sided laminated neoprene | Lower weight, easier shaping | More exposed surface risk on unlaminated side |
| Double-sided laminated neoprene | Better durability and appearance | More dependence on bond quality |
| Higher-density foam | Stronger support and resistance | Can feel stiffer |
| Softer lower-density foam | Better hand feel and flexibility | May compress or deform faster |
A strong waterproof neoprene structure is never just “thicker is better.” It is about matching foam grade, lamination quality, and assembly method to the real use case.
Neoprene Manufacturing Waterproof Types
One of the biggest reasons neoprene projects go off track is that different people use the word “waterproof” to describe very different performance levels. In real product development, it is better to divide neoprene products into functional levels rather than treat everything as the same.
The first level is light water resistance. This is enough for products like sleeves, simple totes, soft cases, and many koozies. These products are expected to handle rain, splashes, sweat, and short contact with wet surfaces, but they are not expected to stay dry inside after immersion or pressure.
The second level is enhanced water resistance. This applies to many sports supports, outdoor accessories, and structured neoprene bags. At this level, the material itself resists water well, but the finished product also needs better seam planning, tighter assembly control, and more attention to exposed edges.
The third level is true waterproof construction, where the product is designed specifically to prevent meaningful water entry during repeated wet use or partial immersion. This level usually requires more than standard stitching. It often depends on gluing, blind stitching, tape sealing, welded areas, or other specialized joining methods. This is why wetsuits and high-performance water gear are built differently from simple neoprene sleeves.
A practical planning table looks like this:
| Performance Level | Suitable Product Examples | Build Priority |
|---|---|---|
| Light water resistance | Koozies, tablet sleeves, simple pouches | Material selection and clean edge finishing |
| Enhanced water resistance | Sports braces, gear cases, outdoor bags | Better lamination, stronger seams, tighter assembly |
| Waterproof-focused construction | Wetsuits, selected water gear, sealed covers | Bonding, sealing, seam control, structure testing |
Customers should also understand the limits. Even strong closed-cell neoprene can lose performance when cut, punctured, aged, or poorly bonded. Monmouth Rubber’s literature highlights that moisture resistance is a defining benefit of closed-cell sponge materials, while published commercial material data also shows that water absorption values are not zero. For example, one closed-cell neoprene product listing reports water absorption at 3%, below a stated 5% threshold. That is a useful reminder: neoprene can be highly water-resistant, but finished product waterproof performance still depends on design and processing decisions.
For customers working with Oneier, the better question is not “Is neoprene waterproof?” The better question is “What level of waterproof performance does this product actually need, and which construction method will achieve it reliably at the right cost?”
Why Is Neoprene Manufacturing Waterproof Strong?
Neoprene manufacturing waterproof performance is strong because closed-cell foam naturally resists moisture penetration, and when that foam is paired with the right density, lamination, and assembly method, it performs well across water-related and protective applications. Its strength comes from both material structure and process control.
Neoprene Manufacturing Waterproof Material
The first reason neoprene performs well in wet conditions is material architecture. Closed-cell neoprene foam is fundamentally different from open-cell foam. Instead of allowing water to move easily through connected pores, closed-cell material traps gas within separated cells, which sharply reduces water passage. That is why closed-cell sponge materials are widely used not only in wetsuits and sports products, but also in sealing and cushioning applications where moisture resistance matters. Technical literature from Monmouth Rubber explicitly describes closed-cell material as valuable because it restricts the passage of moisture to an absolute minimum compared with open-cell structures.
For customers, the practical value of this is clear:
- The foam itself does not soak up water in the same way ordinary porous foam does
- The material can keep some cushioning and thermal properties even in wet environments
- The base structure gives manufacturers a strong starting point before added processes like sealing or taping
This is also why neoprene is so versatile. One material family can be adapted into:
- Insulating beverage koozies
- Shock-absorbing laptop sleeves
- Protective sports and medical supports
- Wetsuits and aquatic wear
- Soft structured bags and accessories
Still, raw material strength should not be confused with finished-product performance. Material quality differs across suppliers, and two neoprene sheets can behave very differently based on:
- Foam cell consistency
- Rubber formulation
- Surface lamination stability
- Thickness tolerance
- Compression recovery
For custom development, material review should cover more than color swatches and thickness charts. A strong factory should be able to discuss foam origin, lamination method, and the difference between soft hand feel and structural reliability. Customers who ask better material questions usually get more reliable products.
Neoprene Manufacturing Waterproof Foam
Foam quality is one of the most important parts of neoprene manufacturing, yet it is often overlooked because it sits inside the product. Customers tend to focus on printing, stitching, or silhouette first. But foam decides much of the product’s waterproof behavior, compression feel, and long-term stability.
Published physical property data for wetsuit-grade neoprene from Monmouth Rubber lists densities around 12 and 17 lb/ft³ depending on grade, with minimum tensile strength of 200 psi, minimum elongation of 400%, and tear strength around 40 lb/in. Those numbers show why foam choice cannot be treated as a background detail. Density affects not just hand feel, but also how much structure the foam can support, how it reacts under pressure, and how well it keeps its shape during repeated flexing.
From a product development view, foam selection affects:
- Water resistance stability
- Compression recovery
- Product thickness and weight
- Sewing and bonding behavior
- User comfort in wearables and braces
A useful way to think about foam is:
| Foam Direction | What It Usually Improves | What It May Trade Off |
|---|---|---|
| Softer foam | Comfort, flexibility, hand feel | Shape retention, heavy-load stability |
| Denser foam | Support, durability, water resistance stability | Softness, drape |
| More uniform cell structure | More predictable product performance | Usually higher material standards required |
For example, a koozie may benefit from a softer, more flexible foam that wraps easily and feels light in hand. A protective brace or heavier-duty bag panel may need denser foam to avoid collapse or distortion. A wetsuit-grade build may require a different balance again, especially where insulation and water performance matter together.
At the development stage, the wrong foam can create very expensive problems later:
- Soft foam can over-compress and distort logo placement
- Low-consistency foam can behave differently from batch to batch
- Poor recovery can make products look aged too quickly
- Weak foam may support stitching poorly and worsen leakage around seams
This is exactly why professional sampling matters. The right foam is chosen for the product’s job, not just for a catalog description.
Neoprene Manufacturing Waterproof Limits
Neoprene is strong in wet environments, but it is not magic. Customers get better results when they understand its limits early. A closed-cell neoprene sheet can resist water well, yet the final product may still allow leakage if the assembly method is wrong. Most failures do not happen because the foam body suddenly becomes absorbent. They happen because the weak points were ignored.
The common weak points are:
- Needle holes from stitching
- Exposed cut edges
- Poorly bonded lamination lines
- Gaps at folded corners
- Aging caused by UV, salt, repeated flexing, or chemical exposure
Published material information supports this more realistic view. Closed-cell sponge materials are moisture-resistant, but they are evaluated with water absorption testing rather than treated as perfectly sealed forever. Commercial closed-cell neoprene listings can still show measurable water absorption values, such as 3% under a stated threshold of 5%. That is good performance, but it is not the same as “nothing gets through under any condition.”
This matters a lot in product planning. Here are the practical questions customers should ask:
- Will the product face rain, splashes, sweat, or full immersion?
- Will it be squeezed, folded, or pressurized while wet?
- Does the product need to keep contents dry, or only resist external moisture?
- Is the product designed for occasional use or repeated marine exposure?
Those questions often change the right construction choice. For example:
| Real Use Condition | Better Expectation |
|---|---|
| Daily commuting in rain | Strong water resistance may be enough |
| Cold beverage insulation | Splash resistance is usually enough |
| Sports braces and supports | Sweat and wash resistance matter more than immersion |
| Wetsuits and water gear | Seam control and bonding become critical |
| Protective bags for electronics near water | Product must be designed around entry-point control, not material alone |
This is where an experienced factory adds real value. Instead of treating “waterproof” as a marketing word, the factory should translate it into structure, seam choice, foam selection, and testing logic. That approach prevents wrong expectations, reduces complaints, and gives the final product a much better chance of succeeding in the market.
Which Neoprene Manufacturing Waterproof Processes Work?

Neoprene manufacturing waterproof performance depends heavily on processing methods. The base material may resist water, but without proper lamination, bonding, and sealing, water can still enter through seams, edges, and joints. Strong waterproof products are built through controlled processes that minimize these weak points.
Neoprene Manufacturing Waterproof Lamination
Lamination is the first step that directly affects waterproof performance after the foam is produced. It refers to bonding fabric layers onto the neoprene foam surface. While lamination improves durability and appearance, it also determines how well the structure holds together under water exposure.
There are two common lamination methods:
- Water-based adhesive lamination
- Hot melt or solvent-based lamination
Each method behaves differently:
| Lamination Type | Strength | Water Resistance | Cost |
|---|---|---|---|
| Water-based | Medium | Moderate | Lower |
| Solvent-based / hot melt | High | Strong | Higher |
Key factors in lamination quality:
- Adhesive penetration into fabric and foam
- Uniform bonding across the surface
- Resistance to peeling under stress
- Stability under moisture and temperature changes
A weak lamination layer often leads to:
- Fabric peeling after repeated use
- Water entering between layers
- Reduced structural strength
In real production, lamination failure is one of the top causes of product complaints in neoprene goods.
At Oneier, lamination is controlled through:
- Consistent adhesive application
- Temperature and pressure calibration
- Peel strength testing before cutting
This ensures that the laminated layers act as one unified structure instead of separate materials.
Neoprene Manufacturing Waterproof Bonding
Bonding refers to how different neoprene panels are joined together without using stitching. This is one of the most effective ways to improve waterproof performance because it eliminates needle holes.
Common bonding methods:
- Glue bonding (cement bonding)
- Heat bonding
- Seam fusion techniques
Bonding advantages:
- No perforation of material
- Smooth surface finish
- Better resistance to water entry
However, bonding requires precise control:
| Bonding Factor | Requirement |
|---|---|
| Surface preparation | Clean, dry, dust-free |
| Adhesive type | Matched to material and use |
| Pressing time | Sufficient curing time |
| Alignment | Accurate panel positioning |
If bonding is poorly executed, problems include:
- Delamination under stress
- Weak joints that open over time
- Reduced durability in wet conditions
Compared to stitching, bonding is more complex but delivers better waterproof results when done correctly.
At Oneier, bonding is often used in:
- Wetsuits
- Waterproof bags
- Medical support products
These products require higher performance, so bonding becomes a key process instead of optional.
Neoprene Manufacturing Waterproof Sealing
Sealing is what transforms a water-resistant product into a more waterproof one. Even when bonding or stitching is used, seams can still allow water to pass through unless they are sealed.
Common sealing methods:
- Seam taping
- Liquid sealing (sealant coating)
- Heat sealing
Sealing performance comparison:
| Method | Waterproof Level | Flexibility | Cost |
|---|---|---|---|
| Seam tape | High | Medium | Medium |
| Liquid seal | Medium | High | Lower |
| Heat sealing | Very high | Medium | Higher |
Sealing focuses on critical areas:
- Stitch lines
- Panel joints
- High-stress zones
Without sealing:
- Water can enter through microscopic gaps
- Stitch holes become leakage paths
With proper sealing:
- Water penetration is significantly reduced
- Product lifespan increases
- Performance becomes more consistent
A common mistake is applying sealing only visually, without testing. Proper sealing should be evaluated under:
- Repeated flexing
- Pressure conditions
- Real water exposure
At Oneier, sealing processes are selected based on:
- Product type
- Target waterproof level
- Cost-performance balance
For example:
- Koozies may not require sealing
- Wetsuits require advanced seam sealing
- Waterproof bags may combine bonding + sealing
How to Design Neoprene Manufacturing Waterproof Products?
Design plays a major role in waterproof performance. Even with high-quality materials and processes, a poor design can still lead to leakage or reduced durability. Good design minimizes weak points and supports manufacturing processes.
Neoprene Manufacturing Waterproof Thickness
Thickness is one of the most visible factors, but it is often misunderstood. Thicker neoprene generally improves water resistance, but it also affects flexibility, weight, and cost.
Typical thickness ranges:
| Thickness | Application |
|---|---|
| 2–3 mm | Sleeves, light bags |
| 3–5 mm | Koozies, general bags |
| 5–7 mm | Protective gear, wetsuits |
Design considerations:
- Thicker material resists pressure better
- Thinner material improves flexibility
- Balance depends on product use
However, thickness alone cannot solve waterproof issues. A thick product with poor seams may still leak.
Neoprene Manufacturing Waterproof Structure
Product structure determines how water interacts with the product.
Good structural design includes:
- Minimizing seams in high-exposure areas
- Using continuous panels where possible
- Reinforcing edges and corners
Poor structural design often results in:
- Water pooling at weak points
- Increased stress on seams
- Uneven wear over time
Structure optimization strategies:
| Design Choice | Benefit |
|---|---|
| Fewer seams | Less leakage risk |
| Rounded edges | Better durability |
| Reinforced joints | Improved strength |
At Oneier, structure is often adjusted during sampling to reduce risk before production.
Neoprene Manufacturing Waterproof Applications
Different products require different waterproof strategies. There is no single solution for all neoprene products.
Application-based design:
| Product Type | Waterproof Focus |
|---|---|
| Koozies | Insulation + splash resistance |
| Bags | Seam control + structure |
| Wetsuits | Full sealing + flexibility |
| Medical braces | Sweat resistance + comfort |
Understanding the application helps define:
- Required processes
- Material selection
- Cost level
For example:
- A simple sleeve does not need seam sealing
- A wetsuit requires multiple sealing techniques
At Oneier, product design always starts from application, ensuring that waterproof performance matches real use conditions.
What Problems in Neoprene Manufacturing Waterproof?
Most waterproof failures in neoprene products are not caused by the material itself, but by poor design decisions, incorrect processing methods, or inconsistent production control. Understanding these common problems helps reduce defects, avoid customer complaints, and improve long-term product performance.
Neoprene Manufacturing Waterproof Leakage
Leakage is the most common issue in neoprene products. It usually happens at connection points rather than through the foam itself.
Main leakage sources:
- Stitch holes created during sewing
- Gaps between bonded panels
- Unsealed seams
- Exposed cut edges
Leakage risk comparison:
| Area | Leakage Risk Level |
|---|---|
| Foam body | Low |
| Laminated surface | Medium |
| Stitch lines | High |
| Panel joints | Very high |
Why leakage happens:
- Stitching creates micro holes that allow water entry
- Poor bonding leaves invisible gaps
- Incorrect sealing methods fail under pressure
Prevention methods:
- Replace stitching with bonding where possible
- Apply seam sealing for high-performance products
- Optimize design to reduce seam count
At Oneier, leakage control starts from design, not just from final inspection. This reduces failure rates before production even begins.
Neoprene Manufacturing Waterproof Aging
Even if a product performs well at the beginning, aging can reduce waterproof performance over time.
Common aging factors:
- UV exposure
- Saltwater corrosion
- Repeated stretching and compression
- Temperature changes
Effects of aging:
- Reduced elasticity
- Cracking of bonded areas
- Weakening of lamination layers
- Increased water penetration
Aging performance comparison:
| Condition | Impact on Performance |
|---|---|
| UV exposure | Material hardening |
| Saltwater | Accelerated degradation |
| Repeated use | Structural fatigue |
Prevention strategies:
- Use UV-resistant materials
- Select high-quality adhesives
- Reinforce high-stress areas
- Conduct durability testing
At Oneier, aging resistance is considered during material selection and process design, not just after production.
Neoprene Manufacturing Waterproof Quality
Quality consistency is critical in mass production. Even a well-designed product can fail if production control is weak.
Common quality issues:
- Inconsistent foam density
- Uneven lamination
- Poor bonding strength
- Irregular stitching
Quality control checkpoints:
| Stage | Key Focus |
|---|---|
| Material inspection | Foam density, thickness |
| Lamination | Adhesion strength |
| Cutting | Precision and alignment |
| Assembly | Seam integrity |
| Final inspection | Waterproof performance |
Without strict control:
- Products may vary between batches
- Waterproof performance becomes unreliable
- Customer complaints increase
At Oneier, quality control includes:
- Standardized production processes
- Multiple inspection stages
- Sample validation before mass production
This ensures consistency across orders.
How to Choose Neoprene Manufacturing Waterproof Factory?
Choosing the right factory is one of the most important decisions in neoprene product development. A strong factory not only produces products but also helps optimize design, improve performance, and reduce risks.
Neoprene Manufacturing Waterproof Capability
A capable factory should have strong control over the entire production chain.
Key capabilities to evaluate:
- Material sourcing and development
- Lamination and bonding technology
- Seam sealing expertise
- Production capacity and flexibility
Capability comparison:
| Capability | Basic Factory | Professional Factory |
|---|---|---|
| Material knowledge | Limited | Strong |
| Process control | Inconsistent | Standardized |
| Waterproof expertise | Basic | Advanced |
Oneier stands out because:
- 18+ years of neoprene manufacturing experience
- Strong R&D capability for materials and products
- Full production control from raw material to finished product
This allows better customization and more reliable performance.
Neoprene Manufacturing Waterproof Sampling
Sampling is where ideas become real products. A strong factory provides fast and accurate sampling to validate design.
Sampling advantages:
- Identify design issues early
- Test waterproof performance
- Adjust materials and processes
Typical sampling process:
| Step | Description |
|---|---|
| Design review | Confirm product requirements |
| Material selection | Choose suitable neoprene |
| Prototype creation | Build initial sample |
| Testing | Evaluate performance |
| Adjustment | Optimize design |
At Oneier:
- Fast sampling turnaround
- Free design support
- Sample optimization based on feedback
This helps reduce development time and risk.
Neoprene Manufacturing Waterproof OEM
OEM and ODM services are essential for brands looking to create unique products.
Key OEM/ODM benefits:
- Custom logo and branding
- Product design support
- Flexible MOQ for testing markets
- Scalable production for growth
Oneier offers:
- Low MOQ customization
- Free design services
- Quick sampling
- Short lead times
- 100% quality assurance
This makes it easier for:
- Small brands to launch new products
- Established brands to expand product lines
Start Your Custom Neoprene Project with Oneier
Developing a successful neoprene product requires more than choosing the right material. It involves understanding waterproof performance, selecting the right processes, and working with a factory that can deliver consistent quality.
Oneier has over 18 years of experience in neoprene material development and product manufacturing. With strong R&D capabilities, a complete supply chain, and advanced production processes, Oneier supports clients from concept to final product.
Oneier can help you turn your ideas into reliable, high-performance products.
Contact Oneier today to start your custom neoprene manufacturing project. Get expert support, fast sampling, and production you can trust.










